
こんにちは! 2026年5月13日、水曜日。本日は代休をいただき、朝から一日中「3Dプリンター」と向き合っておりました。
今回のテーマは、ゴムのような柔軟性を持つ難素材「TPE 83A」の安定造形です。 結論から申し上げますと、2度の失敗を経て、3度目の正直でようやく完璧な造形品を手にすることができました。トータルで12時間以上。しかし、その過程で「TPEを確実に手なずけるための作法」が明確になりました。
【失敗学】なぜTPEのプリントは止まるのか?
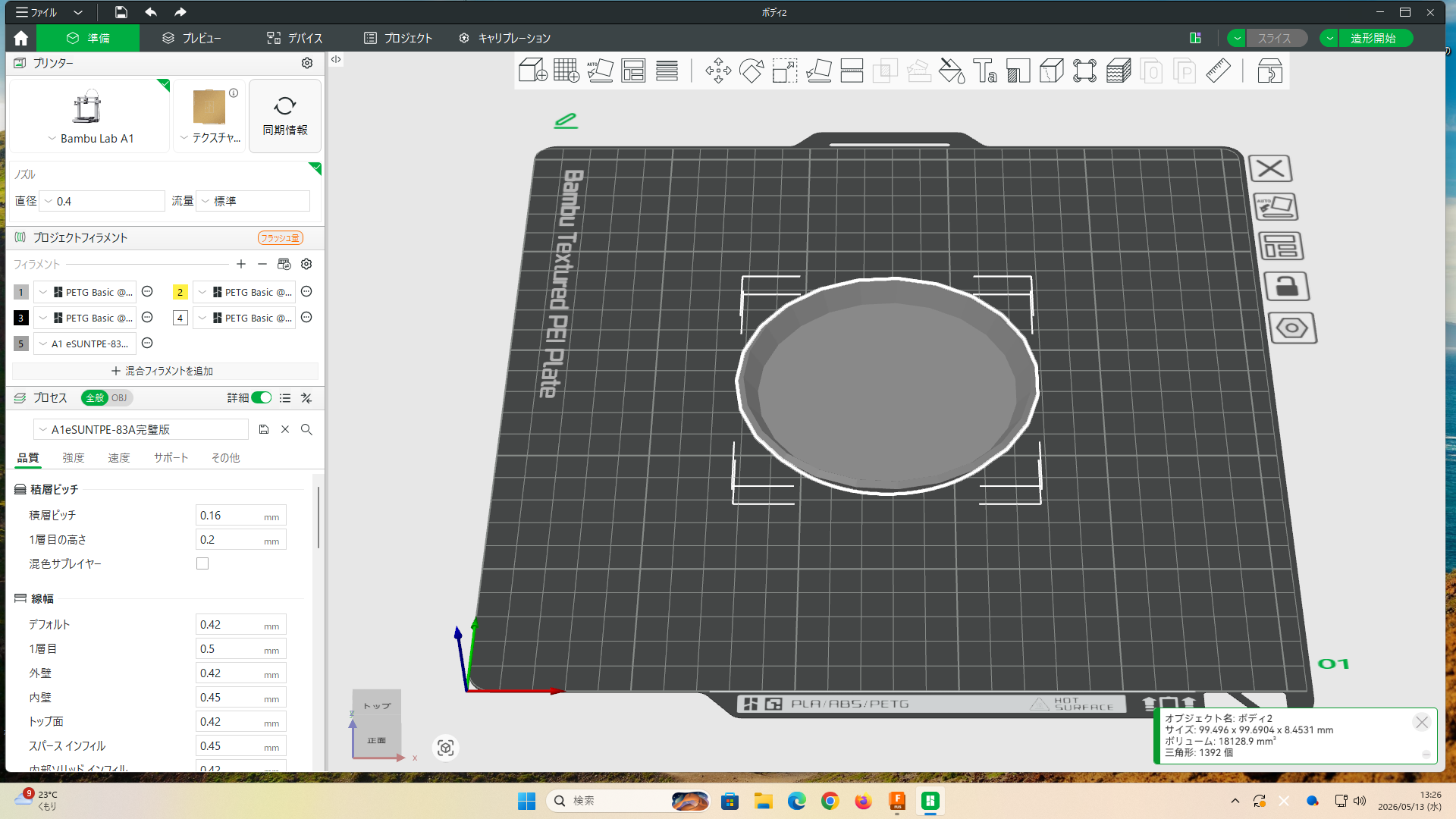
本日使用したのは、愛機Bambu Lab A1。柔軟素材のプリントは、通常のPETGなどと比べて非常に繊細です。
- 失敗1回目(供給不足):4時間のプリント中、外出して目を離した隙に材料の供給がストップ。
- 失敗2回目(ノズル詰まり):1回目の失敗を適切に処理せず再開したため、ノズル内で材料が渋滞。プリンターは動いているのに「何も出ていない」という、いわゆるスカスカの空打ち状態に。
【完全攻略】TPE 83Aを成功させる「5つの鉄則」
3回目の挑戦では、これまでの失敗を踏まえ、以下の「おじさん流・TPE安定化プロトコル」を徹底しました。
- 「在宅」での見守りが必須 供給トラブルが起きやすい素材ゆえ、プリント中は常に様子を確認できる環境が必要です。
- 開始前の「コールドプル」 ノズル内部の微細な汚れを取り除き、道筋をクリアにします。
- 徹底した乾燥(8時間以上) 吸湿しやすい素材のため、乾燥不足は即、糸引きや詰まりの原因になります。
- 終了までの監視体制 最後まで気を抜かず、材料の送り出しをチェックし続けました。
- 予備射出による確認 成形前にノズル温度を上げ、スムーズに材料が押し出されるか目視で確認します。
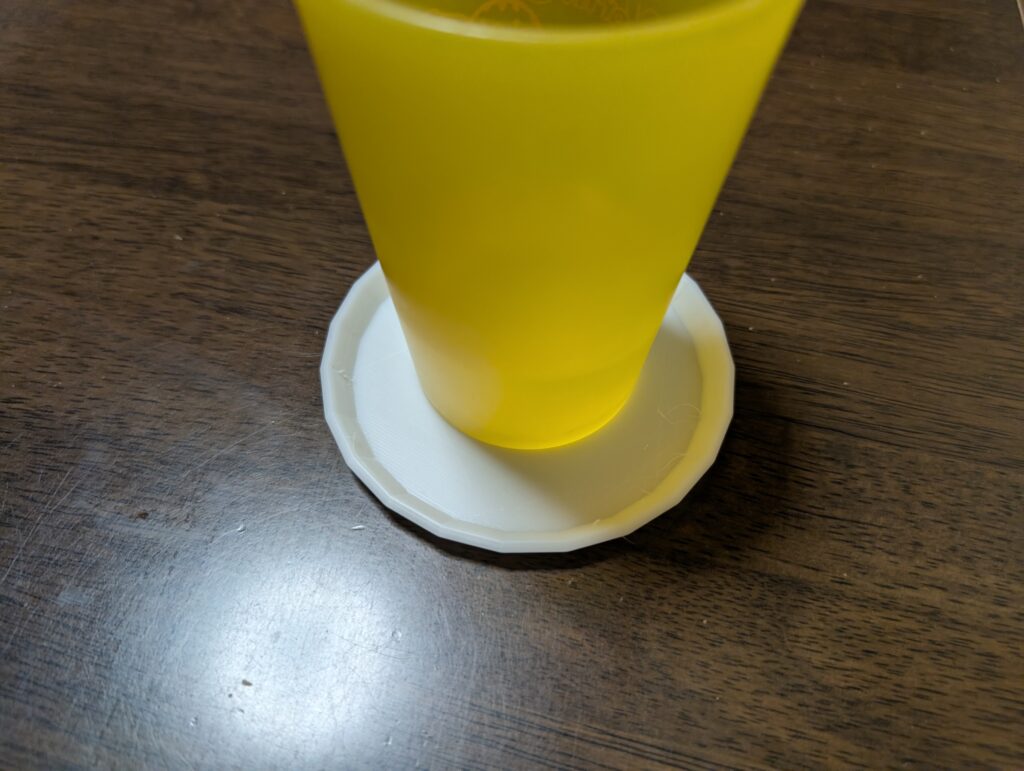
この手順を守った結果、3回目はついに納得のいく造形が完了しました!
【メンテナンス】次なるPETG造形のために
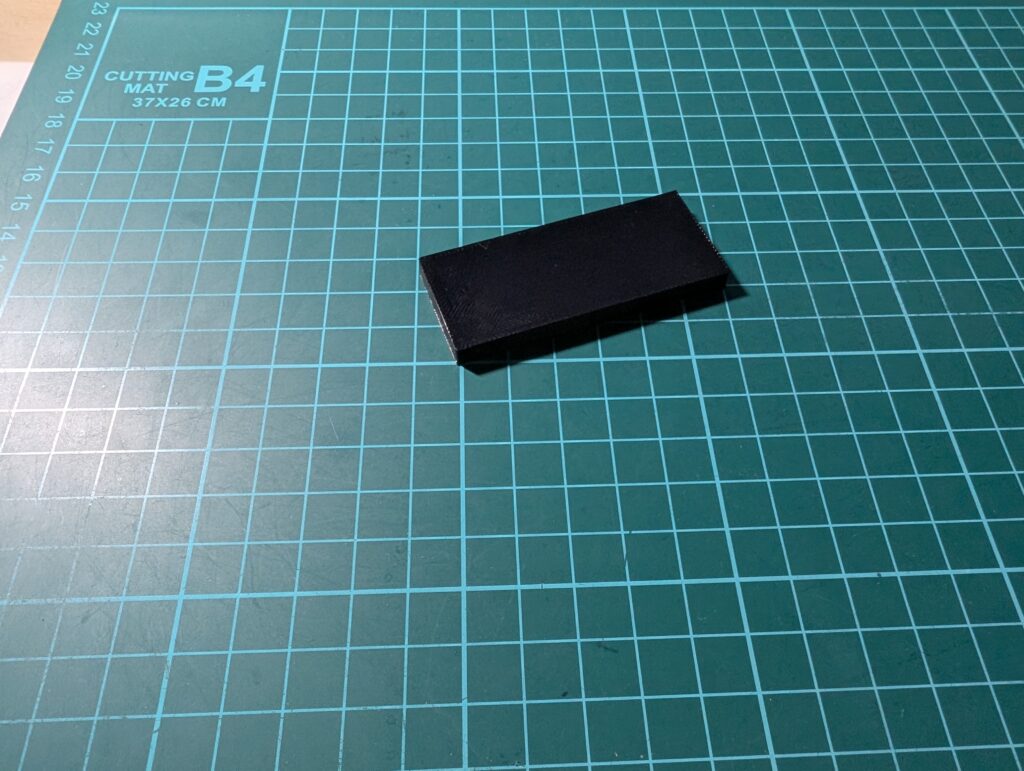
TPEのプリント終了後は、ノズル内に柔らかい素材が残ります。これが次のプリント(PETGなど)に混ざるとトラブルの元になるため、「四角いパージブロック」をプリントし、ノズル内のTPEをPETGで完全に押し出す処理を行いました。
正直なところ、TPEは材料費が高く、造形時間もかかるため、メルカリ等での販売はコスト面で難しいかもしれません。しかし、今回「特性を理解すれば形にできる」という確かな手応えを得られたことは、大きな収穫でした。
おじさん流:本日のポジティブ日記
ポジティブ能力向上計画、50日目! 失敗を成功の糧にし、生活の質を上げる工夫に満ちた一日でした。
- 時間をかけたことでTPE 83Aの成形に自信が持てたこと! (12時間の苦労も、この「自信」という進歩に比べれば安いものです。技術は裏切りません)
- 買い物で「半額」の掘り出し物に出会えたこと! (お風呂の椅子を半額でゲット。こうした小さな幸運が、一日を明るくしてくれます)
- フライパンを新調し、料理のストレスをゼロにしたこと! (安いものでも良いものを使い、ダメになったら潔く替える。これが「美味しい夕飯」を楽しく作るおじさんの知恵です)
新しいフライパンでおつまみを、、、明日の活力のために、今夜も美味しいものを食べてゆっくり休みます。
本日も最後までご愛読いただきましてありがとうございました。





コメント